




г.Екатеринбург, ул.Волгоградская, д.193, оф.310
+7(343) 381-88-69 (343) 382-01-32
тел/факсРекомендации по выбору флюсов

Компания Balver Zinn выпускает широкую линейку жидких флюсов под брендом Cobar. Имеются как универсальные флюсы, так и специально разработанные под задачи определенной отрасли или даже конкретного производства. Для более легкого ориентирования в многообразии флюсов приводим общую техническую информацию по их видам и свойствам.
Жидкие флюсы для волновой и селективной пайки представляют собой раствор пленкообразующей основы, активаторов и различных добавок.
В качестве растворителей применяются:
Спирты в различных комбинациях (обычно этанол и изопропанол).
- Преимущества: такие флюсы, как правило, дают более надежную пайку.
- Недостатки: большое содержание ЛОВ (летучих органических веществ), большая растекаемость по поверхности.
Смесь воды (15–40%) и спиртов (флюсы с пониженным содержанием ЛОВ).
- Преимущества: пониженное содержание ЛОВ и умеренная растекаемость по поверхности.
- Недостатки: требуется хороший предварительный нагрев плат.
Вода (флюсы на водной основе).
- Преимущества: не содержат ЛОВ, мало растекаются по поверхности, большой срок хранения, низкая цена.
- Недостатки: требуется очень хороший предварительный нагрев плат, не самая надежная пайка (большая гигроскопичность остатков флюса и больше вероятность коррозии).
Следует отметить, что из приведенных выше преимуществ и недостатков состава растворителей не следует категорических ограничений на применение флюса. Эту информацию в первую очередь надо учитывать для проработки технологического процесса.
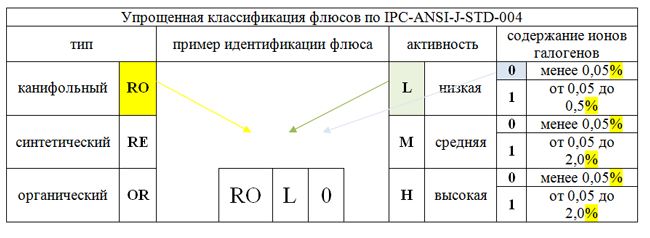
Наиболее распространена классификация флюсов по стандарту IPC-ANSI-J-STD-004.
В очень упрощенном виде эта классификация выглядит следующим образом:
- По составу основы.
- RO — канифоль;
- RE — синтетические смолы;
- OR — различные органические соединения (например, низкомолекулярные кислоты).
- По активности. Применяются специальные методы для оценки воздействия флюса на поверхность медного зеркала (без оплавления), коррозионное воздействие остатков флюса на припой и медную пластину (после оплавления), поверхностного сопротивления изоляции и электрохимической миграции (после оплавления).
- L — медное зеркало не повреждено, признаков коррозии после оплавления нет. Пайка без отмывки соответствует требованиям по поверхностному сопротивлению изоляции и электрохимической миграции.
- M — повреждено менее 50% площади медного зеркала, незначительные признаки коррозии после оплавления. Пайка без отмывки может не соответствовать требованиям по поверхностному сопротивлению изоляции и электрохимической миграции.
- H — повреждено более 50% площади медного зеркала, значительные признаки коррозии после оплавления. Пайка без отмывки не соответствует требованиям по поверхностному сопротивлению изоляции и электрохимической миграции.
- По общему содержанию ионов галогенов во флюсе до оплавления (% по весу в твердых составляющих флюса, без учета растворителя).
- 0 — менее 0,05%;
- 1 — 0,05% и более.
Такая условная классификация позволяет лишь приблизительно оценивать свойства флюсов с точки зрения обеспечения хорошей паяемости. Способность удалять с поверхности окислы металлов — важнейшее свойство флюсующих составов. При этом для хорошей пайки по окисленным поверхностям совсем не обязательно требуются флюсы с высокой активностью (H). При выборе флюсов и проработке технологического процесса также следует учитывать, что, как правило, за редкими исключениями верны следующие положения:
- Спиртовые флюсы более надежны в применении.
- Флюсы для волновой пайки значительно отличаются от флюсов для селективной пайки.
- Флюсы RO легче отмыть, чем RE.
- Остатки RE-флюсов менее склонны вызывать коррозию, так как остатки данных флюсов более устойчивы к воздействию влаги.
- Отсутствие отмывки предпочтительнее, чем некачественная отмывка RO- и RE-флюсов.
- Большинство NC (безотмывочных) флюсов после нанесения на паяемые поверхности должны быть подвергнуты действию высоких температур (порядка +200 °C и выше), чтобы их остатки удовлетворяли требованиям по поверхностному сопротивлению изоляции и электрохимической миграции.
Рекомендуем к рассмотрению семь марок флюсов Cobar под различные технологические задачи:
- 327-SEL (ROL0). Специально разработан для процессов селективной пайки ответственной электроники. Даже не полимеризованные остатки флюса не вызывают коррозию. Несмотря на свою безотмывочную формулу, остатки флюса могут быть легко удалены в большинстве отмывочных растворов.
- 94-SEL (REL0). Флюс с пониженным содержанием ЛОВ для селективной пайки. Содержит порядка 20% деионизированной воды для уменьшения растекания. Специально разработан для устранения дефекта пайки «шарики припоя». Сочетание оптимальной производительности и надежности пайки. Хорошо подходит для применения в производстве автомобильной электроники.
- 390-RX-HT (REL0). Для волновой пайки ответственной электроники. Повышенная температурная устойчивость. Низкое содержание твердых веществ.
- 390-RO-HT (ROL0). Новый флюс волновой пайки ответственной электроники. Несмотря на свою безотмывочную формулу, остатки флюса могут быть легко удалены в большинстве отмывочных растворов. Низкое содержание твердых веществ.
- 323-ITM (REL1). Универсальный флюс для высокопроизводительной волновой пайки на массовом производстве. Хорошо подходит для систем пенного и распылительного флюсования. Низкое содержание твердых веществ.
- 327-B (ROL0). Для волновой пайки ответственной электроники. Несмотря на свою безотмывочную формулу, остатки флюса могут быть легко удалены в большинстве отмывочных растворов.
- 312-FCA (REH1). Для высокопроизводительной волновой пайки низкокачественных компонентов на массовом производстве. Хорошо подходит для систем пенного и распылительного флюсования. Высокое содержание твердых веществ (15%). Матовая поверхность паяных соединений. Обеспечивает пайку просроченных (окисленных) компонентов с плохой паяемостью.
| Особенность применения | Спиртовые флюсы | Флюсы с пониженным содержанием ЛОВ | Водные флюсы |
| Совместимость с покрытием OSP | 4 | 4 | 5 |
| Совместимость с покрытием Ni/Ay | 4 | 4 | 5 |
| Совместимость с покрытием Ag/Pg | 4 | 4 | 5 |
| Совместимость с покрытием Ni/Pg | 4 | 4 | 5 |
| Совместимость с покрытием Ag | 4 | 4 | 5 |
| Совместимость с покрытием Sn | 4 | 4 | 5 |
| Бессвинцовый процесс | 4 | 5 | 5 |
| Пенное флюсование | 4 | 5 | 1 |
| Спрей-флюсование | 5 | 5 | 5 |
| Умеренный преднагрев | 4 | 3 | 2 |
| Короткое время контакта с припоем | 3 | 3 | 5 |
| Сокращение пропусков точек пайки | 4 | 4 | 5 |
| Уменьшение тенденции образования перемычек | 5 | 3 | 3 |
| Внешний вид изделий после пайки | 4 | 4 | 5 |
| Пригодность изделий для последующего электрического контроля | 3 | 4 | 4 |
| Пригодность для последующего нанесения защитных покрытий | 4 | 5 | 3 |
Примечание
| 5 | Разработан именно для этой цели |
| 4 | В целом пригоден для этой цели |
| 3 | Использование возможно, но это не лучший выбор |
| 2 | Чаще всего не используется для этой цели |
| 1 | Неверный выбор |